З-за дэфіцыту энергіі ў свеце спажыванне энергіі ў працэсе драбнення прыцягвае ўсё больш увагі. З моманту з'яўлення ролікавага млына высокага ціску ў канцы 1980-х гадоў ён у асноўным выкарыстоўваўся ў цэментнай прамысловасці і асобных шахтах па вытворчасці каляровых металаў. Цэментная прамысловасць выйграла ад гэтага высокаэфектыўнага абсталявання, якое эканоміць энергію і спажыванне сталі.
Колькасць здробненых руд у металургіі і горназдабыўной прамысловасці значная, і большасць металічных руд цвёрдыя і іх цяжка здрабніць. У цяперашні час праблемы энергаспажывання, спажывання сталі і эфектыўнасці шаравых млыноў з'яўляюцца адносна прыкметнымі, і хуткасць аднаўлення мінералаў таксама сур'ёзна ўплывае на метад драбнення. Ролікавы млын высокага ціску шырока выкарыстоўваецца ў металургіі і горназдабыўной прамысловасці, і гэта на вядучым узроўні ў свеце. Гэта вынік нястомных даследаванняў і практыкі айчынных вытворцаў абсталявання ў апошнія гады і канчатковы поспех.
Тэхнічныя характарыстыкі ролікавага млына высокага ціску HUATE HPGM
ХУАТ МАГНІТ
Розніца паміж ролікавым млыном высокага ціску і традыцыйным драбнільным абсталяваннем
Валковая млын высокага ціску па форме вельмі падобная на традыцыйную двухвалковая драбнілку, але па сутнасці ёсць два адрозненні.
Адным з іх з'яўляецца тое, што ролікавы млын высокага ціску рэалізуе квазістатычнае драбненне, якое дазваляе зэканоміць каля 30% спажыванай энергіі ў параўнанні з ударным драбненнем;
Па-другое, ён рэалізуе драбненне пласта матэрыялу для матэрыялаў, якое з'яўляецца ўзаемным драбненнем паміж матэрыяламі і матэрыяламі, з высокай эфектыўнасцю драбнення, а напружанне экструзіі паміж матэрыяламі можна рэгуляваць ціскам роліка. Два роліка круцяцца адзін насупраць аднаго, адзін з'яўляецца фіксаваным, а другі - з рэгуляванай адлегласцю. Ціск паміж валкамі звычайна можа дасягаць ад 1500 да 3000 атмасфер, а здробненыя прадукты могуць дасягаць 2 мм, што забяспечвае «большае драбненне і меншае драбненне» і становіцца новым тыпам драбнільнага абсталявання, якое замяняе драбненне драбненнем. Дзякуючы сваёй магутнай сіле, ён не толькі здрабняе матэрыял, але і разбівае ўнутраную структуру часціц матэрыялу, тым самым значна паляпшаючы здольнасць драбнення.
Вальцовая млын высокага ціску складаецца з прылады электрычнай падачы, прылады блакіроўкі матэрыялу, прылады прывада, прылады гідраўлічнай загрузкі, прылады падтрымкі, дынамічных і статычных кампанентаў роліка і г.д.

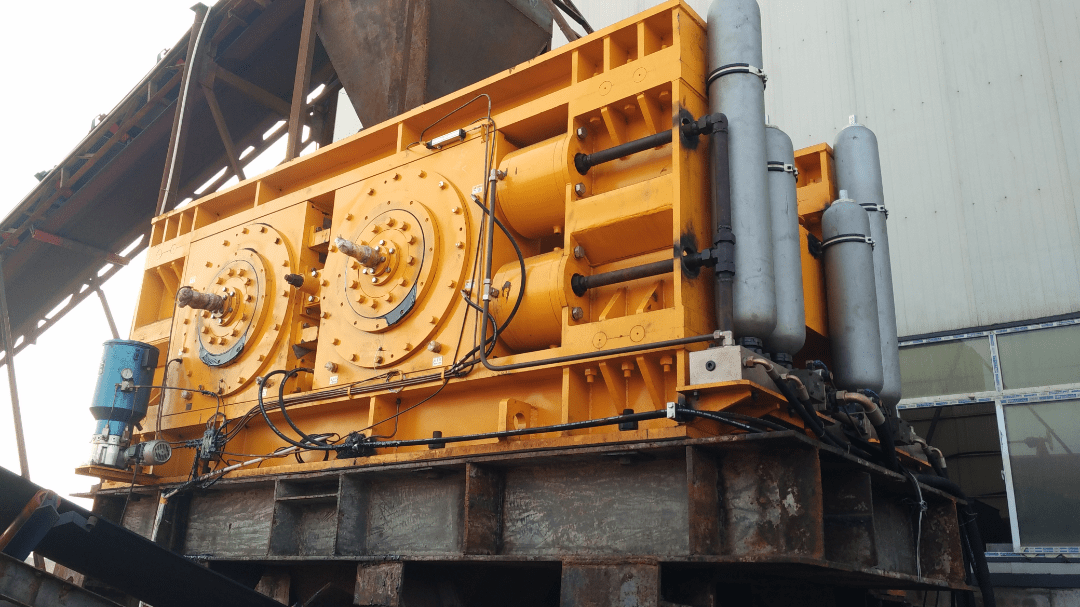
Рабочая пляцоўка ролікавага млына высокага ціску HUATE HPGM
Тыповы тэхналагічны працэс ролікавай млыны высокага ціску пры ўзбагачэнні
1. Працэс кідання мокрага хваста буйнога збожжа замкнёнага валковага млына
У працэсе выкарыстання гэтай машыны для апрацоўкі руды звычайным працэсам з'яўляецца мокрае кіданне хваста крупнозерністой ролікавай фрэзернай машыны з закрытым контурам. На наступным малюнку паказаны асноўны працэс працэсу:
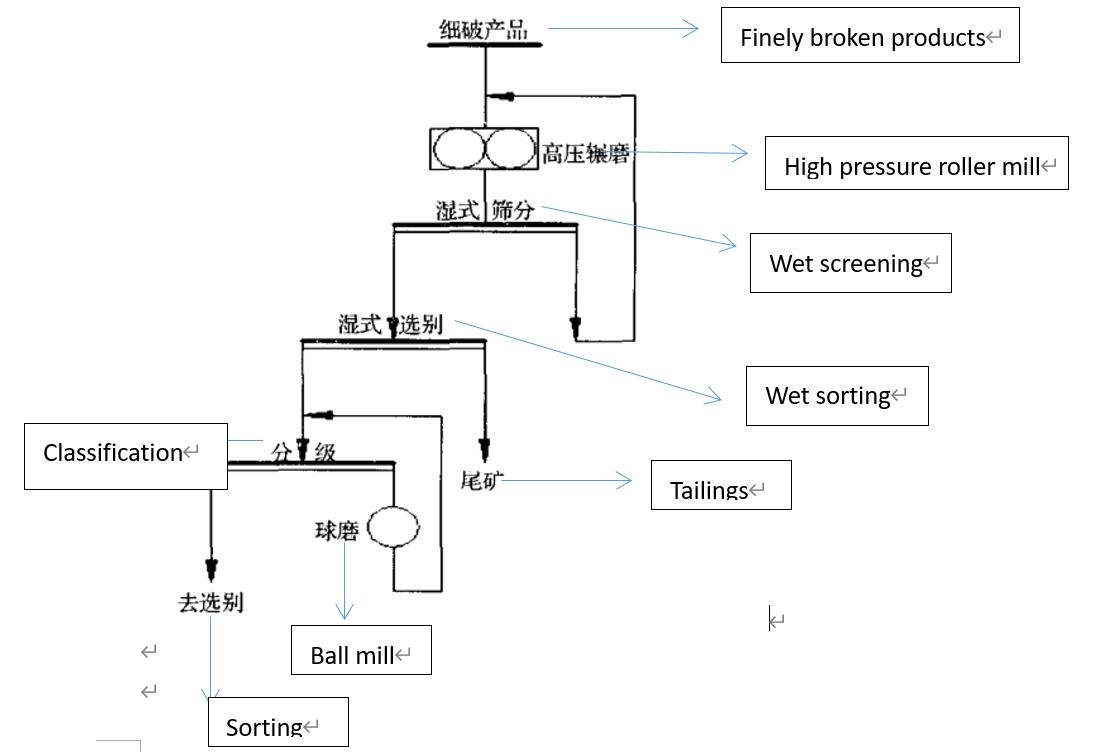
Блок-схема працэсу кідання мокрага хваста буйнога збожжа замкнёнага ролікавага млына
Пры канкрэтным прымяненні гэтага працэсу абразіўны асадак у асноўным прасейваецца праз замкнёны контур, так што памер часціц прадукту, які апрацоўваецца вальцовым млыном высокага ціску, заўсёды можна кантраляваць у дыяпазоне, які вельмі падыходзіць для сартавання і хвастоў. , і, нарэшце, дасягнуць мэты папярэдне выкінуўшы хвост.
1. Працэс частковага шаравога памолу ролікавага млына з закрытым контурам
Дзякуючы вялікай колькасці вытворчых практык і звязаных з імі выпрабаванняў было ўстаноўлена, што рудныя прадукты, атрыманыя з дапамогай валковага млына высокага ціску, не толькі маюць больш дробны памер часціц, але таксама дасягаюць значнага павелічэння ўтрымання мінеральнага парашка. Сярод іх утрыманне матэрыялаў у межах 0,2 мм можа дасягаць 30% -40%, матэрыялы такога ўзроўню тонкасці могуць адпавядаць патрабаванням да сартавання руды ў большасці выпадкаў, таму для гэтага віду прадукцыі аперацыю сартавання можна праводзіць непасрэдна пасля класіфікуючы яго.
У той жа час у працэсе выкарыстання ролікавай млыны высокага ціску для вытворчасці ўзбагачэння руды і драбнення руды пад дзеяннем пабочнага матэрыяльнага эфекту ўнутры экструзійнага кека будзе знаходзіцца невялікая частка часціц руды з празмерным памерам. Калі гэтая дэталь выкарыстоўваецца непасрэдна падчас драбнення або ўзбагачэння, адпаведны працоўны працэс будзе моцна вагацца, што прынясе пэўную ступень адмоўнага ўздзеяння на вытворчасць узбагачэння.
Такім чынам, у працэсе вытворчасці ўзбагачэння з дапамогай механічнага абсталявання, каб пазбегнуць падобных праблем, неабходна праводзіць цыркуляцыйнае прасейванне асадка пасля экструзійнай апрацоўкі на валковай млыне высокага ціску. Такім чынам можна строга кантраляваць памер часціц прадукту ў кеку, каб прадухіліць ваганні працэсу, выкліканыя трапленнем руды з занадта вялікім памерам часціц у шаравой млын. І зрабіць гэта непасрэдна ў працэсе адбору. Такі метад дазваляе не толькі істотна скараціць колькасць падачы руды ў працэсе шаравога млына, але і эфектыўна пазбегнуць празмернага здрабнення дробназярністай руды, тым самым значна палепшыўшы эфектыўнасць і якасць абагачэння.
3 Іншыя формы тыповага тэхналагічнага працэсу
У дадатак да вышэйпералічаных двух найбольш часта выкарыстоўваных працэсаў, існуе некалькі больш распаўсюджаных тыповых працэсаў у працэсе драбнення і вытворчасці ўзбагачальнай руды на вальцавых млынах. Адным з іх з'яўляецца шаравой млын з адкрытай ланцугом у выглядзе поўнага памеру часціц.
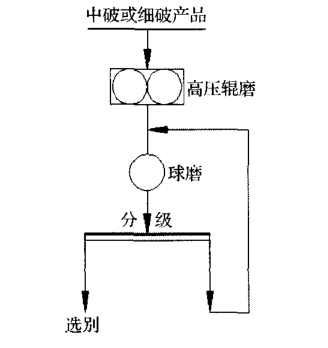
Схема працэсу шаравога млына з адкрытым контурам
Іншы працэс шаравога млына ў выглядзе ролікавага шліфавальнага кромкі цыркуляцыі матэрыялу. Ніжэй прыводзіцца схема асноўнага працэсу: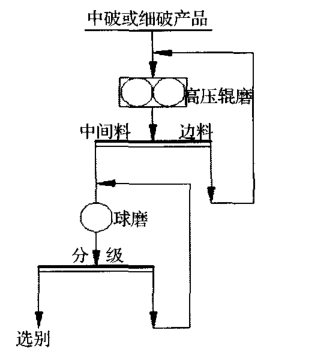
Блок-схема працэсу шаравога млыну ў выглядзе цыркуляцыі матэрыялу валковай шліфавальнай абзы
Прыклад прымянення ролікавага млына высокага ціску HUATE HPGM
ХУАТ МАГНІТ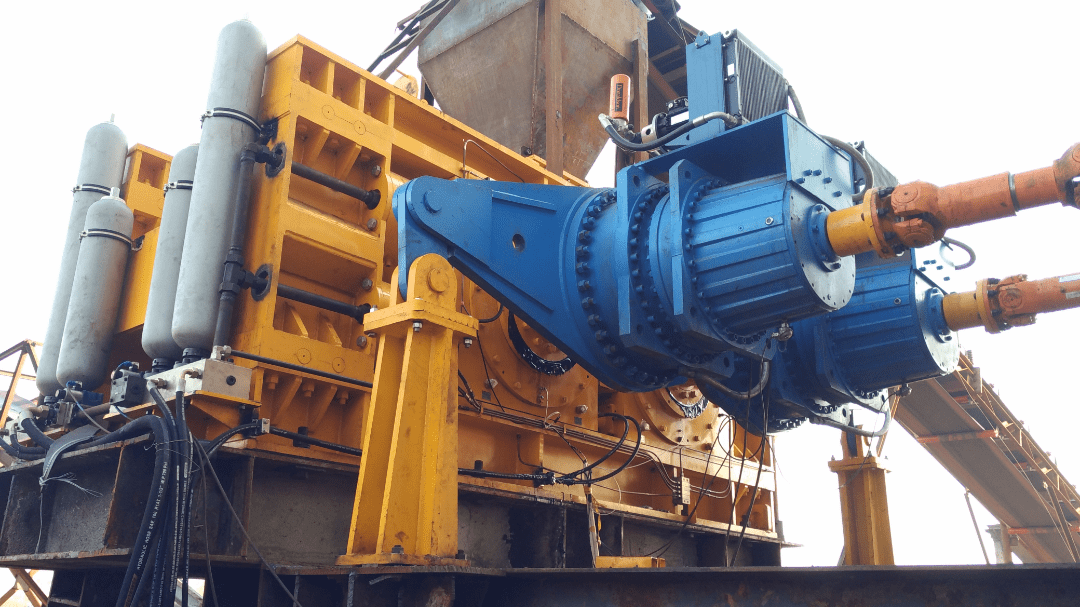

Вальцовая млын высокага ціску HPGM1480 выкарыстоўваецца на вялікім канцэнтратары ў Паўночным Кітаі
Час публікацыі: 11 ліпеня 2022 г